Hammer union is an essential part of the drilling industry. As a professional drilling equipment provider, let me introduce you to the knowledge about hammer union.
1. Classification According to the connection method: welded type and threaded type
2. Specifications
2.1 Main models: 400 402 602 600 1002 1502
2.2 Model Marking Description: Example: 1502 The tail number 2 in 1002 indicates that the sealing form is a combination of a gasket ring seal and a C-port steel seal. 15 indicates a working pressure of 15000 PSI, 10 indicates a working pressure of 10000 PSI, 400, and a mantissa of 0 indicates that the seal form is a C-type steel seal structure, and 40 and 60 indicate that the model has a working pressure of 4000 PSI and 6000 PSI, respectively.
3. Use and working environment
Recommended for cementing, fracturing, acidizing, testing and plugging and killing pipeline connections. It can also be used for production, drilling and workover manifolds and pipeline connections, as well as for other systems such as steam systems.The mantissa is type 2 due to the general working temperature of -29 ° C ~ +80 ° C. For acid gases such as H2S, the user should specify in advance to choose the appropriate sealing form and pad.
4.1 Connection of the joint to the hose First, a sealing tape is wound around the external thread of the hose joint and evenly wound. When installing the male head, the compression nut should be placed over the external thread of the pipe joint, and the male head is twisted on the external thread of the hose pipe joint.
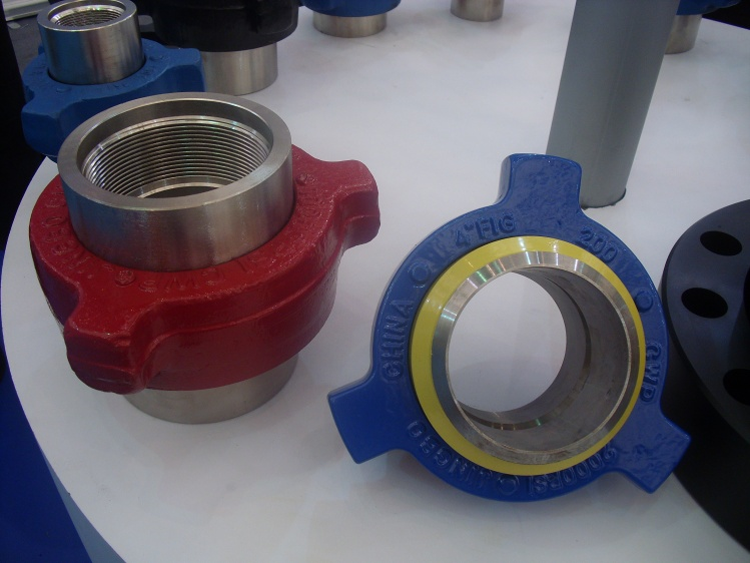
4.2 Connecting the male and female heads Place the sealing ring in the female head and hammer the three claws of the compression nut (clockwise for tightening and counterclockwise for loosening).
4.3 Welding connection between male and female heads and hoses, etc. Welding method is generally used for butt welding. When welding, the material of the welding rod should be selected from the same welding rod as the base metal and the main shaft of the male and female heads should be connected with the parts to be connected with it. If the shaft is aligned, if it is afraid of hot parts, it should be cooled down or the hot parts should be taken out in advance to avoid the heat conduction caused by welding and damage the heat-resistant parts such as pipelines or seals. Air cooling should be used after welding to reduce the stress at the welding site to avoid welding defects such as cracks.
5. Repair and maintenance about
hammer unoion
5.1 If the hose connector is leaking from the threaded connection, use the pipe wrench to tighten it again, or re-wrap the sealing tape to tighten.
5.2 Tighten the compression nut or replace the seal by leaking the male and female heads.
5.3 When the joint is not in use, it should be coated with anti-rust oil on the thread and the contact part of the male and female heads to prevent the rust from affecting the use. Replace the seals for more than 1.5 years and replace them with new ones.


 Skype:drilling.hose66
Skype:drilling.hose66 WhatsApp:008618031853252
WhatsApp:008618031853252 Telephone:+8631189849942
Telephone:+8631189849942 Email:bella@rotarydrillinghose.com
Email:bella@rotarydrillinghose.com